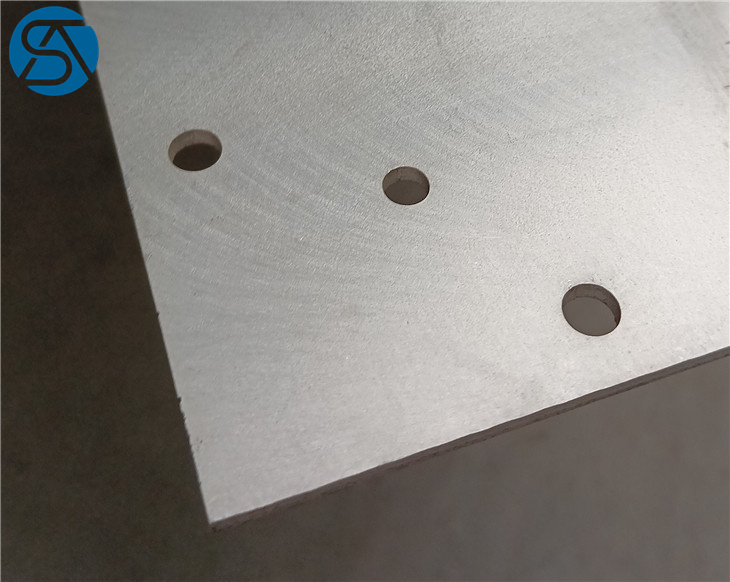
レーザーカット穴あき6061アルミニウムプレート



| 6061レーザーカットプレートの仕様: |
レーザー切断穿孔6061アルミニウムプレートは、アルミニウムシートに正確な穴またはその他の形状を作成するために使用される一般的な製造プロセスです。 6061アルミニウム合金は、優れた強度と重量の比率、腐食抵抗、溶接性で知られる汎用性のある材料であり、航空宇宙、自動車、電子機器などの業界全体のさまざまな用途に適しています。建築設計、ろ過システム、装飾パネル、航空宇宙コンポーネントを含む。
| 基準 | ASTM B209 / ASME SB209 |
| 厚さ | 0.2-50mm |
| 幅 | 100-2600mm |
| 長さ | 500-10000mm |
| 気性 | O、H12、H14、H16、H18、H19、H22、H24 |
| ミルテスト証明書 | EN 10204 3.1またはEN 10204 3.2 |
| 分類協会を提供します | アメリカ海運局(ABS)、ロイド登録(LR)、Bureau Veritas(BV)、Germanischer Lloyd(GL)、Det Norske Veritas(DNV)、ニッポンカイジキョカイ(NK)、韓国の配送登録簿(KR)、Registro Italiano Navale(Rina)、中国分類協会(CCS) |
| テクノロジー | 切断、穿孔 |
| レーザー切断穿孔アルミニウムプレートタイプ: |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
| 6061穿孔シート同等のグレード: |
| 学年 | UNS | アメリカ合衆国 | WNR | EN | din | ISO | BS |
| 6061 | A96061 | AA6061 | 3.3211 | aw-almg1sicu en aw-6061 | almgsicu | almg1sicu | he20 |
| 6061アルミニウムプレートの化学組成: |
| 学年 | Fe | Si | Mg | Mn | Cu | Zn | Ti | Cr | Al | その他 |
| 6061 | 0.7 | 0.4-0.8 | 0.8-1.2 | 0.15 | 0.15-0.4 | 0.25 | 0.15 | 0.15-0.35 | 残り | 0.005/0.15 |
| 6061アルミニウムプレートとシートの機械的特性: |
| 学年 | 密度 | 抗張力 | 硬度ブリネル | 硬度ロックウェル | 降伏強度 | 疲労強度 | せん断強度 |
| 6061 | 2.7 g/cc | 310MPA | 95 | B60 | 276MPA | 96.5 MPA | 207 MPA |
| レーザー切断とプラズマ切断の違いは何ですか? |
プラズマ切断機は、一種の熱切断装置です。主な作業原理は、本体としての圧縮空気と、高温および高速プラズマアークが熱源としてのアークです。それは局所的に金属を溶かし、カットされている金属を溶かし、同時に高速エアフローで溶けた金属を吹き飛ばします。狭いスリットを作成します。プラズマ切断機は、ステンレス鋼、鉄、アルミニウム、銅などのさまざまな金属材料を切断し、速い速度、狭いスリット、滑らかな切断を行うことができます。通常、プラズマ切断機は、機械および金属構造の建設、設置、メンテナンスに使用されます。
レーザー切断機は、材料の表面をスキャンするために、高出力および高密度レーザービームを使用します。彼らは、材料を短時間で数千または数万℃に加熱し、材料を溶かしたり蒸発させたり、高圧ガスを使用して材料を溶かしたり蒸発させたりすることができます。他の材料はカットから吹き飛ばされます。レーザー切断では、目に見えないビームを使用して、従来の機械式ナイフを置き換えます。レーザー切断速度は高速で、切開は滑らかです。一般的に、後処理は必要ありません。切断は熱の影響が少なく、プレートの変形は小さくなります。
切断精度の違いは、プラズマ切断精度が1mm以内に達するのに対し、レーザー切断精度は0.22mm以内に達することです。コストに関しては、プラズマ切断機はレーザー切断機よりも安価です。処理の精度の観点から、プラズマ切断は大まかな処理と同等であり、レーザー切断は微細な処理と同等です。
| アルミニウム切断プレートの積層を選択する方法は? |
金属材料の表面仕上げを確保するために、多くの金属製品がコーティングされています。アルミニウムプレートは、保護フィルム、一般的に普通の青いフィルムとレーザーフィルムを使用しています。普通の青いフィルムは安いですが、レーザー切断プロセス中に切断ガスがプレートと保護フィルムに浸透し、猛烈な問題を引き起こすため、レーザー切断中に引き裂かれる必要があります。レーザー切断ヘッドの大きな泡は、プレートの制御されていない動きを引き起こし、最終的にプレートに深刻な損傷を引き起こす可能性があります。切断距離が非常に近い場合、ガス圧力はより小さな表面積に集中します。これは、猛烈な問題を引き起こす可能性が高くなります。レーザー切断中に製品を保護するためにフィルムが必要な場合は、レーザーフィルムを選択する必要があります。通常のフィルムと比較して、レーザーフィルムは十分な粘度とストレッチ効果を持っています。


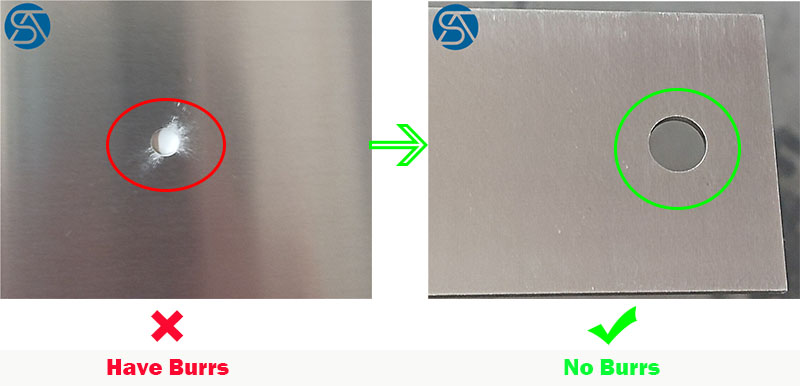
| アルミニウム切断プロセス中に、どのようにバリを減らして排除できますか? |
アルミニウム切断プロセス中にバリを削減および排除するために、次の方法を使用できます。適切な切削工具と機器の選択、切断パラメーターの最適化、レーザーまたは水ジェット切断の使用、討論や迷惑などの二次処理の実行、適切なアルミニウムの選択の選択材料。これらの方法は、結果を大幅に改善し、ワークピースの品質と効率を向上させることができます。
| レーザー切断は、以下を含むアルミニウムプレートを穴を開けるためのいくつかの利点を提供します。 |
1.定格:レーザー切断により、非常に正確なカットと穴のパターンが可能になり、複雑なデザインと厳しい許容範囲を実現できます。
2. ververatility:レーザー切断は、アプリケーションの要件に応じて、幅広い穴のサイズ、形状、パターンを作成できます。
3. speed:レーザー切断は高速で効率的なプロセスであり、アルミニウムプレートを迅速かつ正確に穴を開けることができます。
4.クリーンエッジ:レーザー切断は、清潔でバリのないエッジを生成し、追加の仕上げプロセスの必要性を最小限に抑えます。
| 私たちのサービス: |
1.クエンと焼き込み
2.Vacuum熱処理
3.模倣表面
4.優先環境仕上げ
5.CNC加工
6.精度の掘削
7.小さなセクションにカットします
8.カビのような精度を達成します
| レーザーカット穿孔アルミニウムプレートパッキング: |
1.特に、委託がさまざまなチャネルを通過して究極の目的地に到達する国際出荷の場合には、梱包は非常に重要です。
2。SASAアルミニウムは、製品に基づいてさまざまな方法で商品をパックします。私たちは、次のような複数の方法で製品を梱包します